HASTELLOY® C-22® alloy for Hazardous Waste Treatment
Performance in Hazardous Waste Treatment Applications
Abstract
HASTELLOY® alloys are known throughout the world as the premier corrosion-resistant alloys. These alloys have been used in severe process environments such as those encountered in the chemical process industry, metal pickling facilities, flue gas desulfurization scrubbers, electronics manufacturing, nuclear fuel reprocessing, and in a wide variety of hazardous waste management technologies where high corrosion-resistance of critical equipment is required for reliability, safety, and cost effectiveness/reduced maintenance.
Case Histories
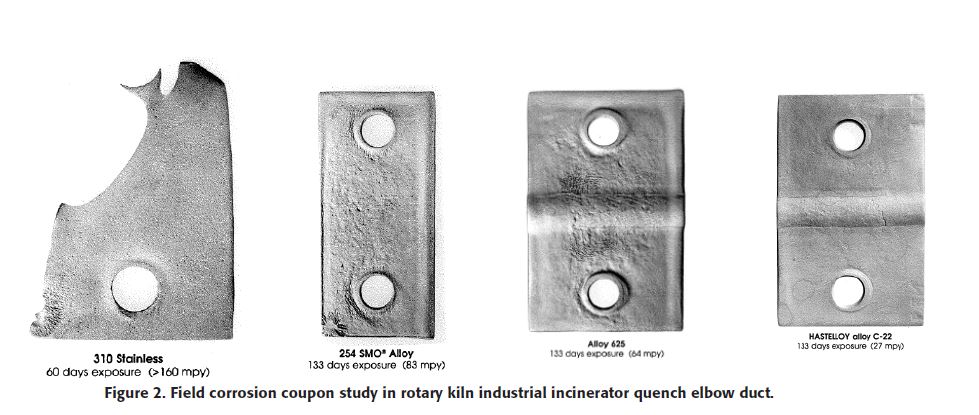
Based on a field corrosion evaluation (see Figure 2) HASTELLOY® C-22® alloy was selected as the preferred material of construction for the off-gas quench elbow of an industrial chlorinated organics rotary kiln incinerator. Premature failures and excessive monthly maintenance with a 316 stainless steel/epoxy coating system led to the initial field trials. The C-22® alloy quench duct has been in service now for approximately 15 months without the need for maintenance, due to negligible signs of corrosion. The success of the C-22® quench elbow duct has led to the installation of other components in the scrubber system including internal supports in the I.D. fan section and the secondary quench zone vessel.
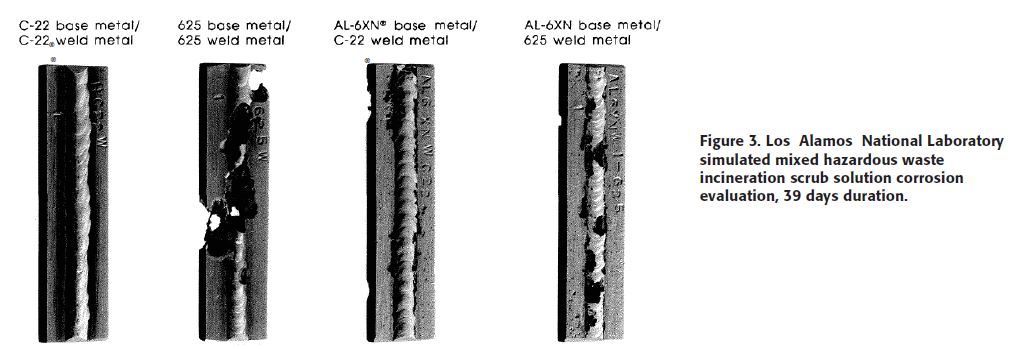
The Waste Management Group at the Los Alamos National Laboratory in New Mexico has developed a prototype mixed waste incinerator for the Department of Energy. Gaseous effluent from the incinerator is treated in a wet off-gas system, the front end of which consists of a spray quench tower, a venturi scrubber, and a packed absorber tower. The original vessels were constructed of fiberglass reinforced polyester (FRP). In preparation for replacement of these process components, corrosion testing was performed on a variety of alloys with similar and dissimilar weld filler metals. The tests were conducted in a simulated worst case scrub solution with a composition of 3M NaCI + 0.1M FeC13 + 0.1M NaF. The solution pH was adjusted to 1.0 with a mixture of 10M HCl/1M H2SO4. The solution was continuously agitated and the temperature was maintained at 75°C (167°F). Test duration was 39 days. The field evaluation showed that C-22® alloy was about 500 times more corrosion resistant than alloy 625 and about 1000 times better than 316 stainless steel (see Figure 3). As part of an overall process upgrade to replace the wet off-gas scrub system, the Los Alamos test results have led to the selection of C-22® alloy base metal and weld filler metal for their system.
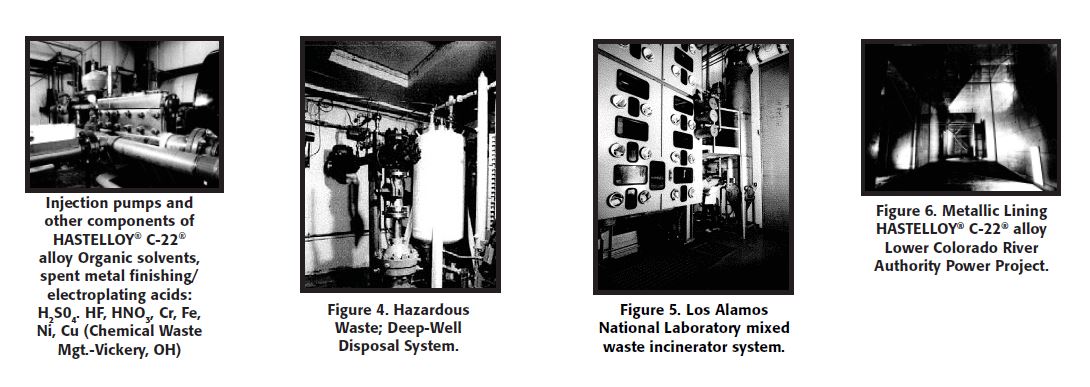
Chemical Waste Management, Inc.. located in Vickery, Ohio, has a deep-well injection system with many components constructed of HASTELLOY® C-22® alloy. Injection pumps, piping, valves, down-hole, and down-hole tubular seal assemblies are all made of the Ni-Cr-Mo alloy. The well is approximately 3,000 feet deep. Field evaluation of a variety of metals for a period of greater than 1 year showed severe pitting of lower alloys such as 316 stainless steel and 20CB-3® alloy. Chemical Waste Management provides services to area manufacturers for disposal of waste fluids such as spent metal finishing acids, electroplating acids, and waste waters contaminated with less than 1% organic solvents. The chemicals handled include sulfuric, hydrochloric, nitric, hydrofluoric, and chromic acids. Also handled are landfill leachates and alkalies which can typically be contaminated with iron, copper, or nickel ions.
HASTELLOY® C-22® alloy has also been used successfully as scrubber components for hospital waste, municipal waste and spent solvent incineration as well as in a variety of industrial incinerators. Other pollution control technologies which utilize C-22® alloy include critical fluid extraction process equipment, process piping and vessels for waste-water treatment ion exchange resin rejuvenation systems, flue gas desulfurization scrubbers at coal fired utilities (Figure 6), and spent acid reclamation vessels.
Closure
These are just a few examples cited where HASTELLOY® C-22® alloy has proven itself technically by solving some severe corrosion and reliability issues in hazardous waste treatment facilities. Due to its exceptional versatility at resisting all forms of corrosion, HASTELLOY® C-22® alloy can handle a wide variety of waste streams which has led to its success at solving equipment problems in this industry.
References
1. P.E. Manning, J.D. Smith and J.L. Nickerson, “New Versatile HASTELLOY® Alloys for the
Chemical Process Industry”, Materials Performance, Vol. 27, No. 6, p. 67, June 1985.
2. Haynes International, Inc., “HASTELLOY alloy C-22, A Quick Reference to the Ultimate in
Corrosion Protection”, Brochure No. H-1069, 1989.
3. Haynes International, Inc., “HASTELLOY® alloy C-22®”, Brochure No. 2069C, 1988.
4. Haynes International, Inc., “Universal Weld Filler Metal, Solving Weld Metal Corrosion
Problems with HASTELLOY® alloy C-22®”, Technical Information Brochure No. H-2062A, 1989.
5. Haynes Digest, Vol. 37, No. 1, January 1986.
6. Haynes Digest, Vol. 38, No. 3, October 1987.
Nominal Composition (Weight %)
| Alloy | Nickel | Chromium | Molybdenum | Tungsten | Iron | Niobium* |
|---|---|---|---|---|---|---|
| C-22® | Balance | 22 | 13 | 3 | 3 | – |
| C-276 | Balance | 16 | 16 | 4 | 5 | – |
| C-4 | Balance | 16 | 16 | – | – | – |
| 625 | Balance | 21.5 | 9 | – | 5 | 3.5 |
*Also known as Columbium
Critical Pitting and Crevice Corrosion Temperatures*
| Alloy | 11.5% H2SO4 + 1.2% HCI + 1% FeCl3 + 1% CuCl2 24-Hour Pitting Test |
4% NaCl + 0.01M HCI + 0.1% Fe2(SO4) 100-Hour Crevice Corrosion |
|---|---|---|
| C-22® | 120°C | 101°C |
| C-276 | 110°C | 80°C |
| C-4 | 90°C | 45°C |
| 625 | 75°C | 25°C |
*The test solution temperature was increased in 5°C increments beginning at room temperature. The temperature sited is the lowest temperature documenting pit or crevice corrosion initiation. Therefore, the higher the temperature the more corrosion resistant the alloy.
| Base Alloy/Weld Filler Metal | Corrosion Rate (mpy) |
|---|---|
| C-22®/C-22® | 0.17 |
| C-276/C-276 | 1.14 |
| 625/625 | 100.00 |
| 316 stainless/316 stainless | 203.00 |
| C-276/C-22® | 1 .02 |
| 625/C-22® | 94.00 |
| AL-6XN/ 625 | 112.00 |
| AL-6XN/C-22® alloy | 72.00 |