Materials for Solving Corrosion Problems in Hazardous Waste Treatment
HASTELLOY® Alloys; Practical Solutions for Solving Severe Corrosion in Hazardous Waste Treatment Facilities
Nickel-base alloys have been used in severely corrosive services in off-gas scrubber units for coal-fired power plants and in a variety of waste incinerator scrubbers (including hospital waste, municipal waste, industrial waste and mixed waste). Several cases of successful use of the HASTELLOY® alloys in pollution control systems are discussed, including field test data, to determine corrosion rates of a variety of alloys. Such cases and corrosion data demonstrate the need for use of high-performance alloys for required reliability of critical components and helps to illustrate the cost effectiveness of these high-performance alloys by offering practical answers, including estimated life-cycle cost information
Besides citing case histories, two improved nickel-base corrosion resistant allots will be discussed based on their metallurgical design on the critical balances of key alloying additions, such as: chromium, molybdenum, and tungsten. HASTELLOY® C-22® alloy, a nominally 59Ni-22Cr-13Mo-3W-3Fe, provides the best performance of many nickel-base alloys known to date in both oxidizing and reducing environments, without jeopardizing the metallurgical stability of this alloy system. In addition, C-22® alloy demonstrates utmost versatility when evaluated for its resistance to localized corrosion and when tested in the as-welded condition. HASTELLOY® G-30®, a nominally 43NI-30Cr-15Fe-5Mo-2W, provides the best performance of any nickel-base alloy known to date in oxidizing acids.
Briefly, ULTIMET® alloy, a newly-developed cobalt-base alloy designed to resist both corrosion and wear, will be discussed. ULTIMET® alloy, nominally 53Co-26Cr-9Ni-3Fe-5Mo-2W, has good potential for applications in the waste incineration scrubbers (e.g., pumps, valves, nozzles, and fans) due to its excellent corrosion and wear properties combined with very high strength.
Introduction
HASTELLOY® alloys are known throughout the world as the premier corrosion-resistant alloys. These alloys have been used in severe process environments such as those encountered in the chemical process industry, metal pickling facilities, flue gas desulfurization (FGD) scrubbers, electronics manufacturing, nuclear fuel reprocessing and in a wide variety of hazardous waste management technologies where high resistance to corrosion of critical equipment is required for reliability, safety and reduced maintenance costs.
The hazardous waste issue in the United States is quickly snowballing into a priority issue. Acid rain, the “greenhouse effect”, ground water contamination and the “NIMBY” (not in my backyard) syndrome for dumping/treatment sites are all stirring up our communities. In order to address these issues, state-of-the-art treatment facilities which offer safe and reliable operation that meet today’s strict EPA requirements are becoming viable technological and economical alternatives to landfilling.
Incineration of municipal, industrial, hospital and mixed (i.e., low level radioactive + hazardous) waste is quickly becoming the standard mode of treatment. Very aggressive environments exist, leading to both high-temperature and low-temperature corrosion in these systems. Most waste burning, particularly municipal and hospital, generate very high chloride and fluoride compound concentrations in the off-gases as a result of the large amount of plastics in the wastes. These compounds, after wet scrubbing, typically produce hydrochloric and hydrofluoric acids in the quench and scrubber zones and sometimes as far down-stream as the stack in the pollution control systems of facilities. Other aggressive acids may form in the scrubber sections such as nitric, sulfuric and a variety of organic acids depending on the variety of wastes being burned on-site.
The wide variety of corrosive conditions generated in these facilities require versatile alloys of construction to reduce the risk of premature failure of critical equipment. Of the Ni-Cr-Mo-W system, alloy C has been a prominent alloy. The introduction of the alloy dates back to the early nineteen-thirties.1 Since then, many generations of the alloy C-type were developed (including HASTELLOY® C-276 and C-4) based on advances in process metallurgy and on better understanding of corrosion phenomena. This paper will describe the newest and the most advanced product of the alloy C-type; i.e., HASTELLOY® C-22® alloy.2 As a result of this excellent versatility in corrosion resistance, C-22® alloy is quickly becoming a common material-of-choice for equipment in aggressive scrubber environments. Also, when strong oxidizing condition exist with relatively low levels of halides (Cl, F, etc.), HASTELLOY® G-30® alloy3 is a very cost effective high-performance corrosion-resistant alloy. Specific corrosion-resistant data along with one case histories of successful field performances are cited.
The problem of erosion/corrosion in many incinerator scrubber systems has been viewed as a situation which has not been successfully addressed by metallic materials offered to-date. However, the newly developed cobalt-base ULTIMET® alloy4 has shown excellent performance when subjected to both corrosive and erosive test conditions. Due to its excellent corrosion and wear properties, the alloy lends itself for use in a variety of equipment found in incinerator pollution control trains including damper assembles, nozzles, valve and pump parts and I.D. fan components.
Nominal chemical compositions of C-22®, G-30®, and ULTIMET® alloys along with other alloys are listed in Table 1.
HASTELLOY® C-22® alloy Corrosion Properties
The criticality of the proper amounts of chromium, molybdenum, and tungsten in C-22® alloy is based on the fact that, in reducing acid environments (such as HCl and dilute H2SO4), molybdenum and tungsten are beneficial alloying additions for uniform corrosion resistance. Molybdenum and tungsten, however, are ineffective alloying additions for uniform corrosion resistance in oxidizing acid media such as HNO3, Fe2(SO4)3 and wet Cl2.5 The role of chromium alloying additions is just the opposite: that is, beneficial for general corrosion resistance in oxidizing environments yet ineffective in reducing environments. The ultimate versatility providing the best resistance to both oxidizing and reducing environments over many other nickel-base high-performance is achieved with the C-22® alloy as shown in Figure 1.
In addition, such an alloy composition of 22Cr-13Mo-3W-3Fe (C-22® alloy) in nickel-base alloys shows a much improved thermal stability over that of 16Cr-16Mo-4W (C-276 alloy). As shown in Figure 2, intergranular corrosion attack is observed in alloy C-276 with less than two minutes of aging at 928°C (1702°F) while C-22® alloy remains resistant to intergranular attack with aging at the same temperature for up to 15 minutes. The importance of such improved thermal stability is that C-22® alloy resists weld and heat-affected zone corrosion better than other nickel-base alloy systems.6, 7 This improved corrosion of weldments is also observed when applied as dissimilar filler metal to join stainless steels.8
Localized corrosion resistance such as pitting and crevicing in the presence of halide ions (Cl, F etc.) with C-22® alloy is superior to many other nickel-base high-performance alloys. 9, 10, 11 Table 2 lists the critical pitting corrosion temperature (CPT) for a number of nickel, cobalt, and iron-base alloys in a strong oxidizing, high chloride containing environment (better known as “yellow death”). The test environment contains 24,300 ppm chlorides and has a pH of 2.0. The solution temperature was increased at 5°C increments starting at ambient to determine the lowest temperature at which pitting corrosion initiated after a 24-hour exposure period. Therefore, the higher the CPT the more resistant the alloy is to this form of corrosion attack.
Due to its exceptional versatility, HASTELLOY® alloy C-22® is rapidly becoming the material of choice for aggressive incineration off-gas scrubber components. Cited below are a couple examples discussing its successful use in the field.
HASTELLOY® alloy C-22® Case Histories
Case 1
Based on several field corrosion coupon evaluations (see Table 3), HASTELLOY® C-22® alloy was selected as the preferred material of construction for the off-gas quench elbow of an industrial chlorinated organics rotary kiln incinerator. Premature failures (approximately 8 months service life) and excessive monthly maintenance with 316 stainless steel/epoxy coating materials system led to the initial field trials. It was shown that C-22® alloy was at least 6 times more corrosion resistant than 316 stainless steel in one of the field tests (316 stainless steel sample dissolved before the end of the 133-day test period). In a subsequent 60-day field test, 310 stainless corroded at a rate of 47 times greater than C-22® alloy. C-22® alloy also outperformed other iron-base and nickel-base alloys the 133-day field test including Avesta 254 SMO alloy, alloy 625 and even alloy C-276 by a margin of 2:1.
Although C-22® alloy outperformed all others tested, it was important to the facility to justify the replacement of the quench elbow on an economic basis. It was shown by obtaining a fabrication bid on the unit (material cost plus fabrication cost) that the initial capital expenditure of the quench elbow fabricated of C-22® alloy was only four times greater than 316 stainless steel yet had at least 6 times better corrosion resistance to the environment. It should be noted that the stainless steel vessel bid did not include costs for epoxy over coating that steel. This, coupled with the fact that monthly maintenance and downtime costs would be less with C-22® alloy, prompted the facility to install a C-22® quench elbow. The C-22® quench duct has been in service now for approximately 18 months (double the life of 316 stainless/epoxy coated material system) without the need for maintenance or replacement due to negligible signs of corrosion. The success of the C-22® quench unit has led to the installation of other component in the pollution control train, including internal supports in the I.D. fan section and the secondary quench zone vessel.
Case 2
The Waste Management Group at the Los Alamos National Laboratory in New Mexico has developed a prototype mixed waste incinerator for the Department of Energy. Gaseous effluent from the incinerator is treated in a wet off-gas system, the front end of which consists of a spray quench tower, a venture scrubber, and a packed absorber tower. The original vessels were constructed of fiberglass reinforced polyester (FRP). Due to the nature of the waste to be burned in the incinerator, the facility wanted to use alloys in the pollution control system for reliability as most FRP systems are interlocked with a water-cooling system in case runaway temperature excursions occur.
In preparation for the replacement of these process components, corrosion testing was performed on a variety of alloys with similar and dissimilar weld filler metals. The tests were conducted in a simulated worst case scrub solution with a composition of 3M NaCl + 0.1M FeCl3 + 0.1M NaF. The solution pH was adjusted to 1.0 with a mixture of 10M HCl/1M H2SO4. The solution was continuously agitated and the temperature was maintained at 75°C (167°F). The test duration was 39 days. The field evaluation showed that C-22® alloy was about 6 times lower in corrosion rate than alloy C-276 and was about 500 times more corrosion resistant than alloy 625 and about 1000 times better than 316 stainless steel (Table 4, Figure 3). As a part of an overall process upgrade to replace the wet off-gas system, the Los Alamos test results have led to the selection of both C-22® base metal and weld filler metal for their system.
HASTELLOY® G-30® alloy/Corrosion Properties
The G-30® alloy is a high chromium containing, nominally 30%, nickel-base alloy. As a result, it offers excellent corrosion resistance in strong oxidizing acid media such as those shown in Table 5. In environments containing low-to-moderate levels of chlorides, G-30® alloy also offers better pitting resistance than that of several austenitic stainless and the 20-type alloys. With nominally a 15% iron content and its moderate Mo + W content, the G-30® alloy is more economical than the C-type alloys and therefore, for less aggressive environments, this alloy can offer very cost effective corrosion protection. Besides the case history cited below, G-30® alloy is being used successfully for vessel construction for several acid reclamation systems in metal plating operations,12 sulfuric acid reclamation in an FGD cleaning process, and in rotary kilns which regenerate spent activated carbon.
HASTELLOY® G-30® alloy Case History
A company which produces light aggregate cement in rotary kilns uses coal and solvents as fuel. The combustion gases are scrubbed in a pollution control system on-site. Anticipating corrosion from sulfuric acid that is formed in the quenched off-gases, the first scrubber vessel, I.D. fan and fan housing were constructed of 316 stainless steel. The systems worked well until fuel which contained chlorides was introduced into the system. The rapid deterioration of the equipment from pitting corrosion then led to the selection of other alloys, including Carpenter® 20CB-3 alloy. Poor performance of all the alloys used led to the field trial of an alloy “G-type” material. The fan was 6 feet in diameter and had six blades constructed of 1/4” plate. Based on the successful service of the fan for 3 1/2 years, G-30® plate is not the material of construction for the quench vessel, I.D. fan, fan housing and stack liner at four different production locations.
Recently, after more than 3 years of successful use of G-30® alloy in these systems, localized corrosion attack in the weld zones has led to the replacement of the G-30® weld filler metal with C-22® alloy. The use of an over-alloyed material in the weld zone, has resulted in an optimal corrosion resistant and economical material system.
It should be noted that the critical pitting temperature of weld metal in the as-welded condition for nickel-base alloys has been evaluated to be 15-20°C lower than that of the wrought base metal.13 In fact, this is true of the lower alloys as well. Laboratory tests indicate that with duplex stainless steels, the critical pitting temperature of the weld metal (as-welded condition) is lowered by 20°C as tested in 10% FeCl3. Certainly, it has been experienced in the field that the weld metal is typically the first area to corrode in most applications. With the use of an over-alloyed material in the weld such as C-22®, optimum service life can be achieved economically.
ULTIMET® alloy Corrosion and Wear Properties
There are many instances where the need for corrosion and wear resistance is required in incinerator off-gas scrubber equipment. This is particularly true for components such as nozzles, damper assemblies, valve and pump parts, screens, and I.D. fan sections. ULTIMET® alloy, a recently invented cobalt-base alloy, shows great promise for applications in incinerator scrubber systems to help combat chronic corrosion and wear problems.
The uniform corrosion and localized corrosion properties of ULTIMET® alloy, relative to a range of well-established corrosion resistant materials, are summarized in Table 6 & 7. Review of these data reveal outstanding resistance to oxidizing acids (with and without chlorides) and to mildly reducing acids. This, in conjunction with exhibiting pitting corrosion resistance better than alloy C-276 and 625, make this alloy attractive as a corrosion resistant alloy in its own right.
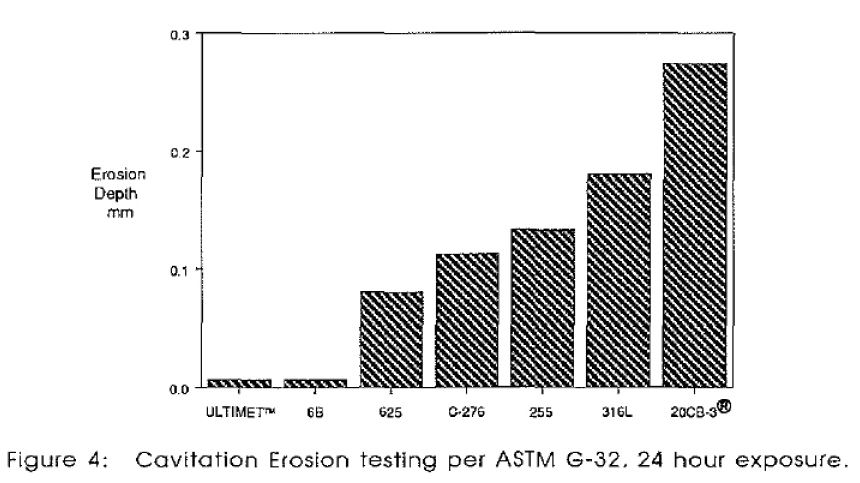
ULTIMET® alloy has been evaluated under several wear conditions, including cavitation erosion and galling. The wear test results are presented in Figures 4 & 5. In the case of galling, the test was found to be too severe for some comparative materials such as Type 316 stainless; therefore, for reference, a galling-resistant stainless steel (Nitronic® 60) was added.
Review of these wear data reveals that ULTIMET® alloy shares many characteristics of the SELLITE® alloys in terms of wear resistance. This, coupled with excellent corrosion properties similar to the HASTELLOY® alloys, makes ULTIMET® alloy very unique for resisting the combined wear-corrosion modes of failure found in some service applications.
Summary
Aggressive conditions exist in the pollution control sections of hazardous waste incineration systems. The wide variety of corrosive and corrosive-wear conditions exhibited in these facilities require versatile alloys of construction for critical components to reduce the risk of premature failures, unscheduled downtime and high maintenance costs.
High-performance nickel-base and cobalt-base alloys such as HASTELLOY® C-22®, G-30® and ULTIMET® alloy should be considered in order to obtain reliable service for critical components in the scrubber systems. It has been shown that, although initial capital expenditure for the high alloys may be greater than with the many lower alloys, life-cycle costs can be more attractive with high alloys due to reduced maintenance and down-time costs yet offering longer service life and improved reliability.
| Table 1: Nominal Compositions (weight %) | |||||||
| Alloy | Iron | Nickel | Chromium | Molybdenum | Tungsten | Copper | Cobalt |
| 316L | Balance | 12 | 18 | 2.0 | - | - | - |
| FERRALIUM® 225 | Balance | 5.5 | 26 | 3.0 | - | 2.0 | - |
| 254SMO® | Balance | 18 | 20 | 6.0 | - | 0.7 | - |
| 20CB-3® | Balance | 34 | 20 | 3.0 | - | 3.5 | - |
| G-30® | 15 | Balance | 30 | 5.0 | 2.5 | 1.5 | 5.0 max. |
| 625 | 3.0 | Balance | 21 | 9.0 | - | - | - |
| C-276 | 5.0 | Balance | 16 | 16 | 4.0 | - | 2.5 max. |
| C-22® | 3.0 | Balance | 22 | 13 | 3.0 | - | 2.5 max. |
| STELLITE® 6B | 3.0 max. | 3.0 max. | 30 | 1.0 | 4.5 | - | Balance |
| ULTIMET® | 3.0 | 9.0 | 26 | 5.0 | 2.0- | - | Balance |
| Table 2: Critical Pitting Corrosion Temperatures (4% NaCl +0.1% Fe2 (SO4)3 + 0.01 MHCl, 24 h) | |
| Alloy | CPT |
| - | °F |
| C-22® | 302 |
| C-276 | 302 |
| 625 | 194 |
| G-30® | 167 |
| 254SMO® | 140 |
| FERRALIUM® 225 | 122 |
| 20CB-3 | 68 |
| 316L | 68 |
| Table 3: Field Corrosion Study Pollution Control Quench Elbow | ||
| Alloy | Corrosion Rate mpy | |
| - | 60 Days | 133 Days |
| Carbon Steel | 353* | - |
| 310 | 190 | - |
| 316L | - | 160* |
| 254SMO® | - | 83 |
| G-30® | 13 | 66 |
| 625 | - | 64 |
| C-276 | - | 53 |
| C-22® | 4 | 27 |
*sample dissolved
| Table 4: Field Testing Simulated Scrub Solution (Los Alamos National Laboratories, 39 days) | |
| Base Alloy/Filler Metal | Corrosion Rate |
| - | mpy |
| C-22®/ C-22® | 0.17 |
| C-276/C-276 | 1.14 |
| 316L/316L | 100 |
| C-276/ C-22® | 1.02 |
| 625/ C-22® | 94 |
| AL-6XN/625 | 112 |
| AL-6XN/ C-22® | 72 |
| Table 5: Corrosion Data in Oxidizing Acid Media | |||||||
| Media | Temperature | Temperature | Corrosion Rate mpy | ||||
| - | °F | °C | 316L | 20CB-3® | 254SMO® | G-30® | 625 |
| 20% HNO3 + 1% HF | 125 | 52 | 360 | 57 | 28 | 8 | 29 |
| 20% HNO3 + 5% HF | 125 | 52 | 1,154 | 249 | 91 | 29 | 54 |
| 10% HNO3 + 3% HF | 176 | 80 | 1,700 | 1,164 | 296 | 5 | 20 |
| 11% HCl + 10% H2SO4 | 176 | 80 | 10,000 | 373 | 1,034 | 288 | 179 |
| 11% HCl + 2.5% HNO3 | 176 | 80 | 10,000 | 10,000 | 2,958 | 23 | 126 |
| Table 6: Uniform Corrosion Data (Boiling Environments) | ||||||||
| Media | Corrosion Rate mpy | |||||||
| - | ULTIMET® | C-22® | C-276 | 625 | FERRALIUM® 225 | 20CB-3® | 316L | STELLITE® 6B |
| 99% CH3CO2H | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 4.4 | 7.6 | 0.4 |
| 1% HCl | 0.4 | 3.2 | 21 | 1.2 | 0.4 | 72 | 532 | - |
| 65% HNO3 | 6.0 | 54 | 860 | 20 | 8.0 | 8.0 | 10 | 5,520 |
| 10% H2SO4 | 101 | 11 | 20 | 26 | 40 | 16 | 1,898 | 312 |
| 5% HNO3 + 1% HCl | 0.4 | 0.4 | 8.0 | 1.2 | - | - | - | - |
| 2.5% H2SO4 + 5% HNO3 | 1.2 | 12 | 65 | 724 | - | - | - | - |
| ASTM G-28A(1) | 8.0 | 24 | 322 | 17 | 12 | 10 | 38 | 16 |
| ASTM G-28B(2) | 0.8 | 7.2 | 34 | 2,843 | 10,628 | 2,763 | 3,220 | 2,934 |
- 50% H2SO4 + 42 g/1 Fe2(SO4)3, boiling, 24 h
- 23% H2SO4 + 1.2% HCl _ 1% FeCl3 + 1% CuCl2, boiling, 24 h
| Table 7: Critical Pitting Corrosion Temperatures (11% H2SO4 + 1.2% Hcl + 1% FeCl3 _ 1% CuCl2) | ||
| Alloy | Temperature | |
| - | °F | °C |
| ULTIMET® | 239 | 115 |
| C-276 | 230 | 110 |
| 625 | 167 | 75 |
| G-30® | 113 | 45 |
| 20CB-3® | 86 | 30 |
| 316L | 77 | 25 |


Figure 2: Thermal stability as characterized by the resistance to intergranular corrosion in boiling 23% H2SO4 + 1.2% HCl + 1% FeCl3 + 1% CuCl2. The numbers under the circles indicate the corrosion rates in mils per year of samples tested after aging heat-treatment at the indicated time and temperature. Open circles relate to corrosion rates less than 20 mils per year.