HAYNES® 230® & HR-120® alloys for Light Weight Vacuum Furnace Heat Treat Baskets Tech Brief
HAYNES® Alloys for Lightweight Vacuum Heat Treat Furnace Baskets and Fixtures
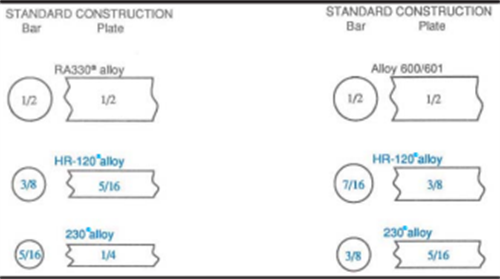
Every time you run your vacuum furnace, it has to heat and cool whatever you put in it. When you use HAYNES® high-temperature alloys for all of your baskets and fixturing, what you don’t put in the furnace is unnecessary weight. HAYNES HR-120® and 230® alloys not only provide superior performance compared to traditional heat treating fixture materials, they do it with thinner section thickness construction. This allows you to save three ways: (1) reduced heating and cooling cycle times, (2) reduced part rejection from poor quench rate, and (3) increased furnace load capability without increased cycle time or reduced quench rate. Compare the sizes of these alloys required for field-proven equivalent or superior performance relative to traditional materials:
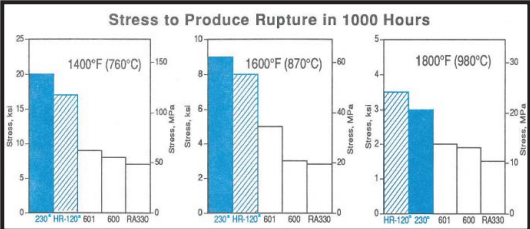
Comparative Stress Rupture Strengths
Resistance to sagging or distortion of vacuum furnace baskets and fixtures at elevated temperatures is directly related to the creep or stress rupture strength of the material of construction. Both 230® and HR-120® alloys exhibit large strength advantages over traditional alloys. This allows for either higher loading capability, or significant reduction in the basket or fixture section thickness.
Nominal Composition
HR-120® Alloy
| Nickel | 37 |
| Cobalt | 3 max. |
| Iron | Balance |
| Chromium | 25 |
| Tungsten | 2.5 max. |
| Molybdenum | 2.5 max. |
| Manganese | 0.7 |
| Silicon | 0.6 |
| Aluminum | 0.1 |
| Carbon | 0.05 |
| Boron | 0.004 |
| Niobium | 0.7 |
| Nitrogen | 0.20 |
*Also known as Columbium
230® Alloy
| Nickel | Balance |
| Cobalt | 5 max. |
| Iron | 3 max. |
| Chromium | 22 |
| Tungsten | 14 |
| Molybdenum | 2 |
| Manganese | 0.5 |
| Silicon | 0.4 |
| Aluminum | 0.3 |
| Carbon | 0.10 |
| Boron | 0.015 max. |
| Lanthanum | 0.02 |
Field Experience: 230® Alloy vs. Alloy 601
Two baskets were constructed to a 33-inch x 46.5 inch (840mm x 1180 mm x 200 mm) design. One basket was fabricated using 230® alloy plate and round bar with section thicknesses ranging from 1/4-inch to 7/16-inch (6.3 mm to 11.1 mm). The alloy 601 basket was built with section thicknesses ranging from 1/2-inch to 5/8-inch (12.7 mm to 15.9 mm). As fabricated, the alloy 601 basket weighed 111 pounds (50.5 Kg), while the basket made from 230® alloy weighed 63 pounds (28.6 Kg), a 43% weight reduction.
Both baskets were placed in vacuum furnace service to assess the differences in resisting distortion, and to determine the effects of the 230 alloy lightweight construction upon furnace cycle time and quench rate. The condition of the baskets after 250 furnace exposures between 1600 and 1900ºF (870 and 925ºC) is shown in the photograph below.
Even after this relatively short use time, the superior distortion resistance of the 230® alloy basket was evident. The effect of the lightweight construction of the 230® alloy basket was also quite evident in both cycle time and quench rate measurements under various load conditions. Quench cycles consisted of forced nitrogen cooling to 400ºF (205ºC) and then open furnace air cooling to ambient. Results show an average improvement of about 20% in quench time and about 18% quench rate.
| Furnace Load | Quench Time (min) | Quench Time Improvement | Quench Rate (min) | Quench Rate Improvement* | ||||||
| Trial | lbs | kg | 230® | 601 | % | 230® | 601 | % | ||
| – | – | – | – | °F | °C | °F | °C | – | ||
| 1 | 1140 | 518 | 12 | 16 | 25 | 100 | 56 | 90 | 50 | 11 |
| 2 | 120 | 55 | 8 | 10 | 20 | 193 | 107 | 154 | 86 | 25 |
| 3 | 875 | 398 | 13 | 16 | 19 | 112 | 62 | 96 | 53 | 17 |
| 4 | 156 | 71 | 11 | 13 | 15 | 136 | 76 | 115 | 64 | 18 |
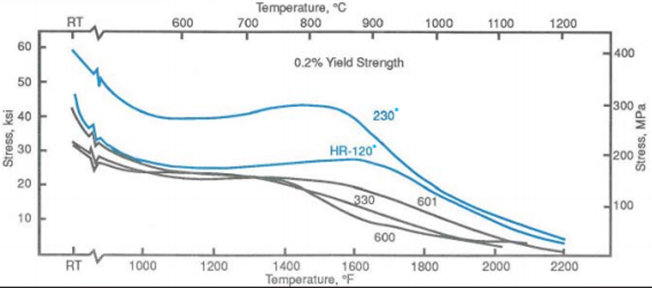
Comparative Yield Strengths
While stress rupture strength is a key design criteria for building baskets, grids, and fixtures that are resistant to sagging, high-temperature yield strength is important for these components to resist distortion from thermal stresses that arise during heating and cooling. HAYNES® 230® and HR-120® alloys possess significant high-temperature yield strength advantages over traditional alloys, without sacrificing important tensile ductility.
230®
Typical Tensile Properties, Plate
| Test Temperature | 0.2% Yield Strength | Ultimate Tensile Strength | Elongation | |||
| °F | °C | ksi | MPa | ksi | MPa | % |
| RT | RT | 57 | 395 | 125 | 860 | 50 |
| 1000 | 540 | 40 | 275 | 103 | 705 | 53 |
| 1200 | 650 | 40 | 275 | 98 | 675 | 55 |
| 1400 | 760 | 42 | 275 | 88 | 605 | 53 |
| 1600 | 870 | 37 | 255 | 63 | 435 | 65 |
| 1800 | 980 | 21 | 145 | 35 | 240 | 83 |
| 2000 | 1095 | 11 | 76 | 20 | 140 | 83 |
| 2100 | 1150 | 7 | 47 | 13 | 91 | 106 |
| 2200 | 1205 | 4 | 30 | 9 | 65 | 109 |
Typical Rupture Properties, Plate
| Test Temperature | Approximate Stress Required to Produce Rupture in Hours Shown | ||||
| 1,000 h | 10,000 h | ||||
| °F | °C | ksi | MPa | ksi | MPa |
| 1200 | 650 | 42.5 | 295 | 29.0 | 200 |
| 1400 | 760 | 20.0 | 140 | 14.2 | 98 |
| 1600 | 870 | 9.5 | 66 | 6.2 | 43 |
| 1800 | 980 | 3.0 | 21 | 1.6 | 11 |
| 1900 | 1040 | 1.8 | 12 | – | – |
| 2000 | 1095 | 1.0 | 7 | – | – |
| 2100 | 1150 | 0.6 | 4 | – | – |
HR-120®
Typical Tensile Properties, Plate
| Test Temperature | 0.2% Yield Strength | Ultimate Tensile Strength | Elongation | |||
| °F | °C | ksi | MPa | ksi | MPa | % |
| RT | RT | 46 | 375 | 107 | 735 | 50 |
| 1000 | 540 | 26 | 175 | 80 | 555 | 61 |
| 1200 | 650 | 25 | 170 | 73 | 505 | 60 |
| 1400 | 760 | 25 | 175 | 64 | 440 | 50 |
| 1600 | 870 | 27 | 185 | 48 | 325 | 51 |
| 1800 | 980 | 19 | 135 | 28 | 190 | 81 |
| 2000 | 1095 | 9 | 63 | 15 | 105 | 89 |
| 2100 | 1150 | – | – | – | – | – |
| 2200 | 1205 | 4 | 27 | 5 | 34 | 89 |
Typical Rupture Properties, Plate
| Test Temperature | Approximate Stress Required to Produce Rupture in Hours Shown | ||||
| 1,000 h | 10,000 h | ||||
| °F | °C | ksi | MPa | ksi | MPa |
| 1200 | 650 | – | – | – | – |
| 1400 | 760 | 12.0 | 83 | 17.0 | 115 |
| 1600 | 870 | 5.6 | 39 | 8.0 | 55 |
| 1800 | 980 | 1.9 | 13 | 3.5 | 24 |
| 1900 | 1040 | 0.8 | 6 | 1.7 | 12 |
| 2000 | 1095 | – | – | 0.8 | 6 |
| 2100 | 1150 | – | – | – | – |