HAYNES® 214® alloy Hot-working Technical Information
Hot Working
When planning to hot work HAYNES® 214® alloy one should first review the metallurgy of the alloy. With an understanding of its metallurgical characteristics, many options become available to the manufacturer who wishes to hot deform 214® alloy.
Introduction
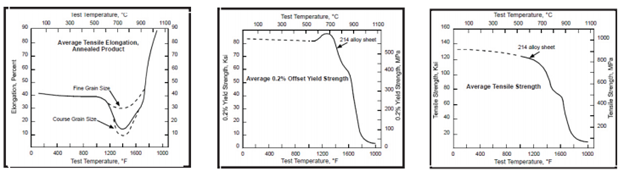
HAYNES® 214® alloy (Ni base; Cr 16; Fe 3; Al 4.5; Y present) is different from most other alloys because it is nickel base and contains aluminum to create its protective alumina surface film. The aluminum also causes the intermetallic compound, Ni3Al, to form rapidly at temperatures between about 1000°F (540°C) and 1750°F (950°C). The intermetallic phase, commonly called gamma prime (γ’), greatly strengthens the alloy, but also reduces the ductility from about 90% tensile elongation near 2000°F (1095°C) to about 15% tensile elongation in the 1300°F (700°C) to 1400°F (760°C) range. This property is shown in the accompanying tensile property graphs.
Grain size of the hot worked part is a function of starting grain size, temperatures of hot working, stress relieving or annealing, and degree or amount of work imparted. In very broad terms, grain size of 214® alloy increases with increasing temperature and is refined by increased working or deformation.
The final grain size of a component is usually important and should be considered when planning forging or other hot working operations. Larger grain sizes tend to yield higher creep and stress rupture life in service, but tend to reduce the intermediate temperature (1200°F (650°C) to 1750°F (950°C)) ductility and increases the tendency of strain age cracking to occur if the component requires welding. Resistance to the environment apparently is not affected by grain size.
Metallurgy
Hot Working Variables HAYNES® 214® alloy has been successfully hot worked in the temperature range of about 2200°F (1200°C) to 1800°F (980°C). Heat up time will vary with size and complexity of the work piece. With complex shapes with transitions from large to small cross sections, it may be beneficial to equilibrate the component at about 1600°F (870°C), before raising the temperature to the final hot working temperature. In general, the best overall results seem to be achieved by working from a furnace temperature near 2100°F (1150°C). Working the alloy quickly with substantial deformation sufficient to maintain heat within the work piece is good practice. Stopping the operation when the work piece reaches 1800°F (980°C) to minimize the chance of cracking caused by the precipitation of gamma prime and the resultant loss of ductility is strongly advised.
If only a modest amount of work is to be done, for example a finishing pass, the operator should consider reducing the furnace temperature to be used for heating the work piece to prevent excessive grain growth in the alloy. Again, stopping the working when the temperature of the piece drops to 1800°F (980°C) is recommended.
Stress Relief and Annealing
As these terms are used here, the difference between stress relieving and annealing is that annealing includes a rapid quench to prevent the precipitation of Ni3Al, whereas a stress relieved part is typically cooled more slowly and provides more uniform cooling. Since the Ni3Al which forms in 214® alloy dissolves (goes into solid solution) at temperatures above about 1800°F (980°C) causing a substantial drop in yield strength, the alloy can be effectively “stress relieved” or solution annealed at temperatures greater than this. It is the usual practice of Haynes International, Inc. to anneal product between 1950-2050°F (1065- 1120°C) and rapidly cool the alloy to prevent, or minimize, the formation of gamma prime if hot deformation processes are complete. If the product is to be subsequently hot deformed, the piece is generally allowed to air cool to ambient temperature after heating.
The actual temperature chosen for stress relief or annealing should be based on the properties desired in the final product. High temperatures tend to yield large grain size, reduced mid-temperature ductility, reduced resistance to strain age cracking, better creep-rupture strengths, lower room temperature strengths, better room temperature ductility and easier machining.
Lower temperatures tend to preserve the existing mid-temperature ductility and grain size, the existing resistance to strain age cracking and result in less distortion, if a quench is used.
When a product is stress relieved and slow cooled, one can expect gamma prime to form in the alloy. This increases room temperature hardness, strength, and difficulty of machining.
The discussions presented here are based upon general experience at Haynes International, Inc., Kokomo, Indiana. They are indicative only of the results obtained at the location and should not be considered as guaranteed operating parameters at: