Metal‐to‐Metal Sliding Wear
Of the metallic materials, cobalt-based alloys are generally regarded as the most resistant to sliding wear at high loads, in the absence of lubrication. Under such conditions, a form of damage known as “galling” is common; this is thought to occur by gross plastic deformation, atomic bonding (or cold welding), then fracture on one or both surfaces, leading to material transfer. As will be shown, test results confirm that cobalt-based alloys are resistant to galling. Moreover, they indicate that the stainless steels are very prone to this form of damage, independent of their atomic structure.
Galling, however, is not the only form of damage encountered in unlubricated sliding systems. At lower loads, and particularly at high relative velocities (which induce considerable heating of the metallic surfaces), oxide growth and stripping is a possibility. Under such circumstances (sometimes termed “oxidative” wear), the characteristics of the base metal are somewhat masked. This is certainly true at temperatures in excess of about 500°C, where oxides tend to control the sliding wear process, as long as the underlying material is sufficiently supportive. At very high temperatures, very smooth oxide surfaces can be generated on sliding metallic materials; it has been surmised that these so-called “glazes” might involve some form of thermal transformation, or that fine oxide particulates are easily sheared and even out the contact surfaces.
The history of metal-to-metal wear testing at Haynes International (and former companies) spans 40 years. In the early years (1978 to 1986), galling and pin-on-block tests were used to evaluate and compare the characteristics of the cast and weld overlay materials (mostly cobalt- and nickel-based) in the company portfolio at that time (the hard-facing segment of the business was sold in 1986). A pin-on-disc (POD) unit, capable of elevated temperature testing, was built, but gave dubious results, and quickly fell out of favor. Some room and elevated temperature, metal-to-metal contract testing (at General Atomic, in California) was carried out in 1981 (Crook and Li, 1983), and gave clear indications of the benefit of cobalt, even though it was concerned with weld overlay (hard-facing) materials and not wrought products.
The second period of metal-to-metal testing at Haynes International coincided with the development and promotion of ULTIMET® alloy, the first wrought, cobalt-based, corrosion and wear resistant material to emerge from the laboratories of Haynes, following the sale of the hard-facing business. This period was from 1989 to 1992 and involved mostly galling tests of wrought material, although other forms of ULTIMET® alloy were tested, in particular weld overlays made from Haynes-produced wrought wire consumables.
Haynes International has only recently entered its third period of metal-to-metal testing, by virtue of the purchase of an ASTM G99 compliant pin-on-disc tester, plus the re-furbishing of Haynes’ galling test fixtures. More importantly, Haynes International has acquired a wide-area, laser-based, 3D measurement system, to enable extremely accurate surface analyses.
The ASTM G99 compliant, pin-on-disc test and the Haynes galling test are at opposite ends of the metal-to-metal sliding wear spectrum. The pin-on-disc test simulates high speed/low load conditions (found in many bearings and rotating seals, for example), whereas the galling test simulates low speed/high load conditions (found during the high torque attachment and detachment of bolts, for example). In the absence of liquids, high surface temperatures can be generated during high speed/low load, metal-to-metal sliding; these can result in debris containing oxide particles.
Galling, on the other hand, can result in seizure (due to bonding of the materials) and can generate relatively massive amounts of damage over small sliding distances (large chunks of material being transferred from one surface to the other, or released at the interface).
To illustrate the influence of alloy base and of strengthening mechanism on high speed/low load sliding wear, early work at Haynes International on the ASTM G99 compliant, pin-on-disc tester has been focused on (self-coupled) HAYNES® 25, 230®, and 282® alloys. HAYNES® 25 alloy is a cobalt-based alloy containing 10 wt.% nickel to adjust its transformation tendency. HAYNES® 230® alloy is a nickel-based alloy with remarkably similar alloying additions, at similar levels. HAYNES® 282® alloy is a gamma-prime strengthened, nickel-based material.
The extent of pin wear on the three alloys is shown in the following bar chart, which indicates that the cobalt-based, HAYNES® 25 alloy is the most resistant of the three alloys to wear at a load of 30 N, and a linear speed of 2 m/s.
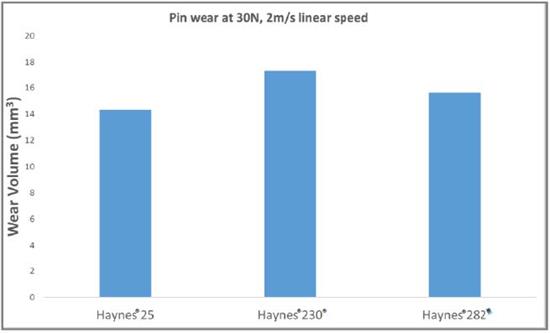
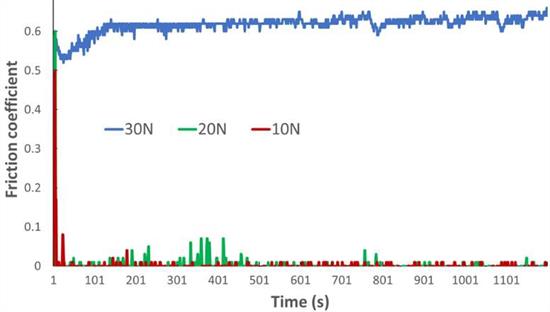
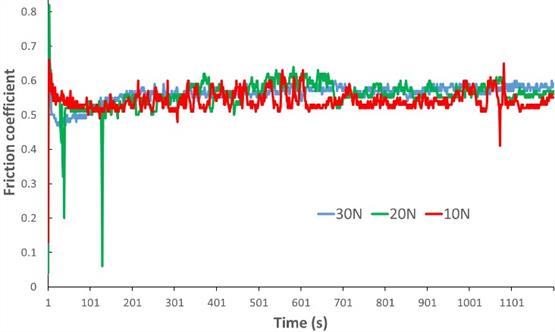
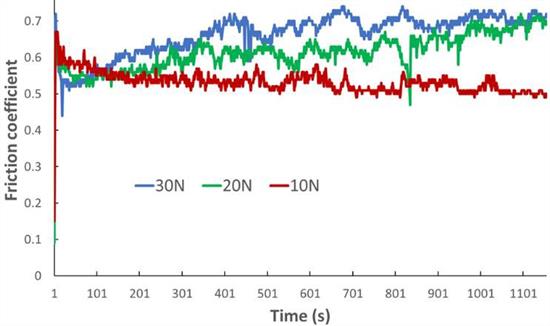
Gamma-prime strengthened HAYNES® 282® alloy was found to be significantly more resistant to wear under these conditions than the solid-solution strengthened, nickel-based, HAYNES® 230® alloy. Moreover, it was discovered that 282® alloy exhibits very low coefficients of friction at loads of 10 and 20 N, whereas the coefficients of friction for 25 and 230® alloys are generally independent of load in the range 10 to 30 N, as illustrated in the charts below.
Continuous Measurements of Coefficient of Friction for HAYNES® 282® Alloy at
Loads of 10, 20, and 30 Newtons (Linear Sliding Speed 2 m/s)
Continuous Measurements of Coefficient of Friction for HAYNES® 25 Alloy at
Loads of 10, 20, and 30 Newtons (Linear Sliding Speed 2 m/s)
Continuous Measurements of Coefficient of Friction for HAYNES® 230® Alloy at
Loads of 10, 20, and 30 Newtons (Linear Sliding Speed 2 m/s)
The first galling test used by Haynes International was of simple design, and involved the rotation (through 360°) of a 9.5 mm diameter pin (the sliding surface being a flat section, perpendicular to the cylindrical axis) against a block of dimensions 102 mm x 102 mm x 12.7 mm, under various loads (applied using a tensile testing machine, in compression mode). The main problem with this test, apart from load variations associated with deformation and fracture events at the sliding interface and the pin-to-machine coupling, was the subjective nature of the analysis.
Analysis involved visual inspection of the sliding surface and a determination of whether or not “galling” had occurred. Tests were performed at various loads, which were converted to stresses using the apparent area of contact, and a threshold stress (the lowest at which galling was observed) determined. This first test was unable to differentiate between the various wear-resistant, cobalt-based STELLITE® alloys in the Company’s product portfolio at that time, and scanning electron microscopy suggested that the visual inspection was revealing only the scale of the damage, i.e. surfaces purported to be free of galling exhibited the same signs of damage, only on a micro-scale.
To remedy some of the limitations of this first test, changes were made (especially after a visit to the tribology laboratory of Armco, which was using a similar test, but using a clockwise-anticlockwise, multiple rotation technique). The most important change was to replace visual inspection with a quantitative determination of the change in peak-to- valley amplitude of the block surface, using surface profilometry. Generally, the pin and block surfaces appeared to exhibit similar changes; it was therefore deemed appropriate to analyze only the block surface, which was more amenable to profilometry (no edge drop-off). Other changes included a pin of larger diameter (15.9 mm) to accommodate a larger female cone shape on top (to hold the ball bearing used for load transfer from the tensile machine), and a 10-stroke clockwise-anticlockwise rotation technique over a 120° arc.
As an aside, the ASTM Standard (G98) Test Method for Galling Resistance of Materials is similar to that used by Armco, which had a strong ASTM representation. However, it requires a single revolution of the pin (which is termed a button in the standard) and a subjective judgement of threshold galling stress (which had been deemed unacceptable for ranking of the cobalt-based alloys).
Self-coupled/mated galling data (for many of Haynes International’s current portfolio of wrought products) generated using the test introduced in 1981, and involving surface profilometry, are given in the following three figures (each corresponding to a specific load).
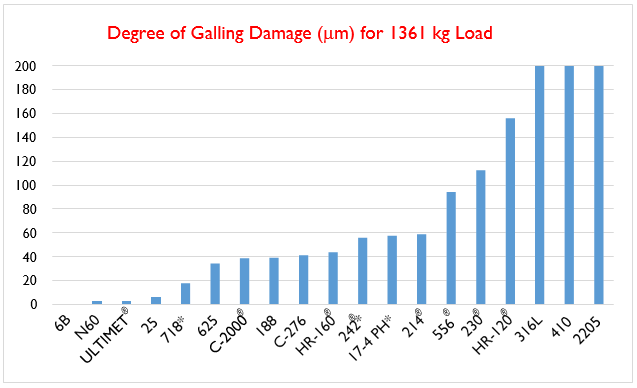
*Age Hardened
316L, 410, and 2205 suffered total seizure (with a degree of damage exceeding 200 µm)
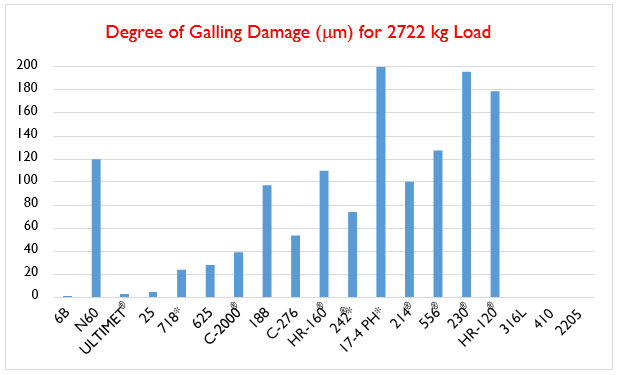
*Age Hardened
316L, 410, and 2205 were not tested at a load of 2722 kg
17-4 PH was too rough to measure (with a degree of damage exceeding 200 µm)

*Age Hardened
316L, 410, and 2205 were not tested at a load of 4082 kg
17-4 PH was too rough to measure (with a degree of damage exceeding 200 µm)
The values for 230® and HR-120® alloys exceeded 200 µm
Review of these figures indicates that:
- The cobalt-based materials 6B alloy, ULTIMET® alloy, and 25 alloy exhibit very high resistance to galling, when self-coupled, at all three loads.
- NITRONIC® alloy 60 (a high-silicon, 200-type, austenitic stainless steel, developed by Armco) exhibits very high resistance to galling at the lowest load, but offers poor resistance to galling at the higher loads.
- Nickel is detrimental to the galling resistance of the cobalt alloys, as illustrated by the performance of 188 alloy (22 wt.% Ni) relative to those of ULTIMET® alloy (9 wt.% Ni) and 25 alloy (10 wt.% Ni).
- Of the nickel-based alloys tested, the most galling-resistant is age-hardened 718 alloy; this bodes well for other gamma-double prime or gamma-prime strengthened super-alloys.
- The nickel-chromium-molybdenum (C-type) alloys and 625 alloy exhibit moderate resistance to galling over the range of loads studied.
- Apart from NITRONIC® alloy 60, the stainless steels are extremely prone to galling; indeed, with the exception of age-hardened 17-4 PH alloy, the stainless steels tend to bond so strongly that they seize up during self- mated testing (so much so that tests at the higher loads were not even contemplated).
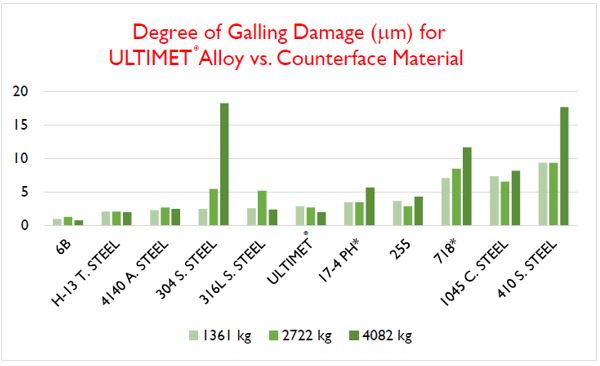
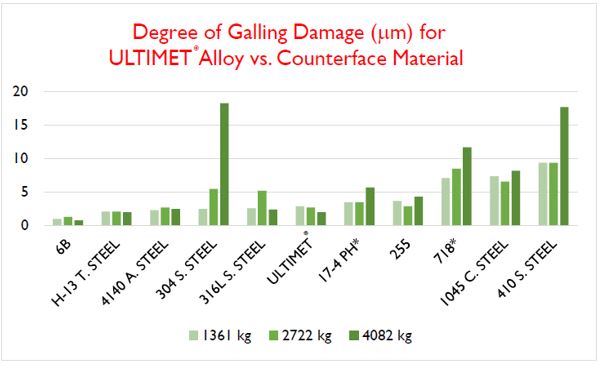
As to the effects of different counterface materials, these are illustrated for wrought ULTIMET® alloy in the following figure. For all of these tests, the pin was made from ULTIMET® bar, and the block was made from plate of the counterface material (denoted along the x-axis). ULTIMET® alloy is compatible with many different materials in a galling sense; this is not necessarily true for other cobalt alloys. Note that the influence of load upon degree of damage is not strong, except in the case of 304 and 410 stainless steels.
In recognition of the fact that many applications of the wear-resistant cobalt alloys involve weld overlays (of critical surfaces), the figure below depicts the effects of dilution upon the galling resistance of ULTIMET® welds, as applied by the gas tungsten arc (or TIG) welding process. These data (Crook, 1993) were generated using an unusual approach, involving the manufacture of pre-mixed consumables, and their deposition onto chilled copper blocks, to create “all- weld-metal” samples of known and homogeneous composition.
In acknowledgement of the fact that the effects of dilution are dependent upon the type of substrate, two compositionally dissimilar materials were selected for pre-mixing with ULTIMET® alloy. These were 1040 carbon steel and 316L stainless steel. With regard to the levels of dilution chosen for study (9.1% and 16.7%), these represent “overlay to substrate” ratios of 10:1 and 5:1 (dilution is defined as the percentage of substrate in the weld bead). Undiluted samples of ULTIMET® alloy were also prepared and tested.
To make the pre-mixed consumables (welding rods of diameter 4.8 mm), a high frequency furnace and an overhead aspiration casting system were utilized. The charge materials were forged billet (in the case of ULTIMET® alloy), and cut pieces of wrought plate (in the case of carbon steel and stainless steel).
From these data, it is evident that dilution (at the 9.1% and 16.7% levels, which would be considered low to moderate) has little effect upon the galling resistance of ULTIMET® alloy.
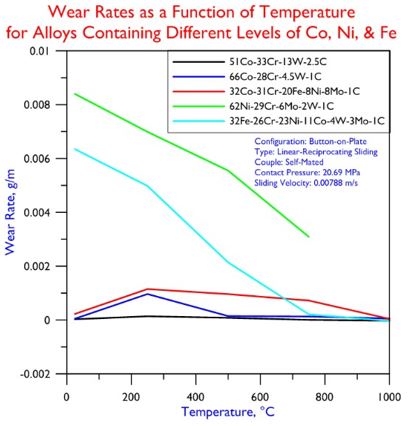
Although the aforementioned metal-to-metal sliding tests performed at General Atomic in 1981 concerned the performance of hard-facing (not wrought) materials, they did indicate the importance of alloy base and temperature. The resulting graphs are therefore of value, and are presented below.

Finally, it is important to indicate the sophistication and accuracy of modern wear testing at Haynes International. Recently (Krishnamurthy and Crook, 2018), galling tests were performed to quantify the benefits of cobalt as a wear alloy base, and to study the advantages of gamma-prime strengthening (of nickel-based alloys). To accomplish this, HAYNES® 25, 230®, and 282® alloys were compared. The results, which were generated using the wide-area, laser-based, 3D measurement system, are shown in the following bar charts. These involved a load of 2722 kg (6000 lb) and the 1981 multi-stroke procedures.


From these charts, it is evident that:
- Cobalt (as a wrought alloy base) provides much higher resistance to galling than does nickel, whether measured in terms of peak to valley roughness, or root mean squared roughness, of the block scars.
- This applies to self-coupled systems and to 316L counter-faces.
- Gamma-prime strengthening is very beneficial to the galling resistance of high-temperature nickel alloys, both under self-coupled conditions, and versus 316L stainless steel.
Importantly, the values in the above bar charts represent laser-based readings over the total scar areas, rather than stylus-based readings along two diameters (as in previous times). Also, all couples were tested twice, and the results averaged.
The final figure, shown below, is a laser-generated image (magnified by 1500x) of the HAYNES® 230® block scar, color-coded to indicate the heights and depths of the surface features.
